Ovirakenteiden valmistuksen aikana käytetään erityyppisiä materiaaleja. Tällä hetkellä löydät muovi-, alumiini- tai jopa lasituotteita. Mutta klassisilla puumalleilla on edelleen suuri kysyntä. Niiden vapauttamiseksi on tarpeen valita oikea laite ovien tuotantoon.
Yleiset konevalintaparametrit
Oikeiden koneiden oikea valinta ovien valmistukseen alkaa tuotannon suunnitteluvaiheesta. Tässä vaiheessa laaditaan liiketoimintasuunnitelma, joka heijastaa tapahtuman kokonaisbudjettia, tuotevalikoimaa ja varusteluetteloa. Jälkimmäistä valittaessa on otettava huomioon tietyt tekijät.
Ensinnäkin tämä on linjan suorituskyky. Jokainen ovenvalmistuskone on suunniteltu tietyn määrän tuotteita varten. Tämä on päävalintavaihtoehto. Mutta lisäksi seuraavat tekijät olisi otettava huomioon:
- Työkappaleen käsittelyprosessin monimutkaisuus. Tämä parametri riippuu suoraan koneen henkilöstöstä.
- Kokonaismitat Ne otetaan huomioon järjestettäessä laitteita tuotantohuoneeseen.
- Virrankulutus. Se on yksi komponentti tuotantokustannusten muodostumisessa.
Jokaiselle laitetyypille on olemassa tietyt valintaperusteet, joita tulisi harkita erikseen.
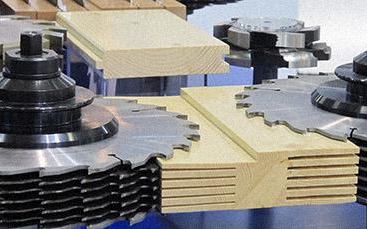
Sahat
Puu-ovien valmistuksen pääasiallinen materiaali on tukit. Niiden käsittely suoritetaan erityisillä sahoilla. Tämä ovien tuotantoon tarkoitettu laite ei ole perus, mutta sen saatavuus voi merkittävästi vähentää tuotteiden kustannuksia.
Mitkä tekijät on otettava huomioon valittaessa tiettyä sahamallia? Ammattilaisia torjuu tukkien kokonaismitat, jotka on sahattava laudoiksi. Keskiluokan laitteet voivat käsitellä työkappaleita, joiden halkaisija on enintään 800 mm. Keskimääräisen pituuden tulisi olla 6 m p., Myös levyjen paksuus tulee ottaa huomioon. Ovien valmistuksessa tarvitaan lamelleja, joiden profiiliprofiilin syvyys on enintään 4 cm.
Sahan leikkuunopeuden tulisi olla noin 15-20 m p./min. Tämä varmistaa asianmukaisen aihioiden määrän ovien valmistukseen, vaikka tuotanto olisi suunniteltu pienille määrille.
Kuivauskammio
Levyjen käsittelyn lopussa niiden kosteus pysyy liian korkeana. Vaadittavan indikaattorin tulisi olla 8-10%. Tehokkaaseen ja nopeaan kuivaukseen käytetään erityisiä kameroita - suljettuja laatikoita, joissa on sisäinen lämmitys ja ilmanvaihto.
Ne ovat teräsrakenteita, joiden hermeettiset seinät on suojattu lämpöä eristävällä materiaalilla. Voit valita parhaan mallin seuraavien indikaattorien perusteella:
- Kameran nettomäärä.
- Käyttöolosuhteet lämpötilassa. Ne riippuvat lämmityselementtien lukumäärästä ja sijainnista. Parametri vaikuttaa kuivausnopeuteen.
- Kiertomekanismi rakenteen sisällä. Täytyy olla läsnä ilmanvaihto.
On suositeltavaa tilata kuivauskammio yksittäiseen projektiin. Tässä tapauksessa sen parametrit vastaavat täysin koko tuotantolinjan vaadittuja teknisiä ominaisuuksia.

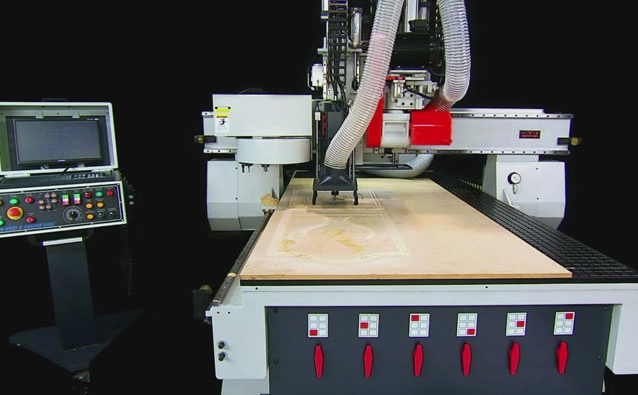
Lamellien jyrsintä ja liimaus
Kuivausprosessin lopussa lamellit hylätään ja liimataan yhteen. Mutta ensin sinun on jyrsittävä levyjen pinta, jotta ne saisivat saman koon.Tätä varten ostetaan kone ovien tuottamiseksi, jolla on kyky käsitellä samanaikaisesti työkappaleen useita puolia.
On parasta valita nelikulmaiset jyrsintäkeskukset. Niiden tuottavuus on noin 10-15 m p./min. Muista sisällyttää leikkurit sarjaan kiinnitysuran muodostamiseksi profiilin sivupinnalle.
Tuottavammat mallit voivat suorittaa jopa 8 toimintoa kerrallaan. Matalan tuottavuuden linjalle niiden käsittelynopeus on kuitenkin liian korkea. Tärkeä tekijä on jyrsinkoneen kustannusten nousu sen toiminnallisuudesta riippuen.
Ovipuristin on vaakasuora pöytä, johon lamelleja ladataan huonekalupaneelin muodostamiseksi. Pääparametri on lopputuotteen mitat ja sen valmistusnopeus.

Laitteiden asennus
Saranoiden ja lukkojen asennus on valinnainen toimenpide. Vakiona ovien tuotantolinja rajoittuu paneelien valmistukseen ja sen ulkopinnan jyrsintään. Tuotteet, jotka on valmistettu ostettujen ja asennettujen periaatteiden mukaisesti, alkoivat kuitenkin olla erittäin kysyttyjä. Lukkojen ja saranoiden läsnäolo suunnittelussa helpottaa huomattavasti asennusprosessia.
Niiden asentamiseksi tarvitset pöydän, jonka mitat ovat yleensä 2x2 m. Putkimainen rakenne pystyy liikkumaan vapaasti lisävarusteiden nopeaa asennusta varten. Mallien käyttö vähentää toiminnan suorittamiseen kuluvaa aikaa ja lisää yksittäisten elementtien asennuksen tarkkuutta.
Valmistusprosessin lopussa ovilehti pakataan ja lähetetään varastoon varastointia varten. On tärkeätä olla asettamatta PVC-kalvoa rakenteen koko pintaan. Kosteuden tiivistyessä se voi muuttaa väriä. Oven etuosa on suojattu pahvilevyillä, mikä myös estää mekaanisia vaurioita.
