Για να οργανωθεί οποιαδήποτε διαδικασία παραγωγής, είναι απαραίτητο να ολοκληρωθεί σωστά η γραμμή παραγωγής. Αυτό ισχύει ιδιαίτερα για τις μικρές βιομηχανικές οργανώσεις που ειδικεύονται στην κατασκευή κατασκευών πρόσοψης. Ο κατάλληλα επιλεγμένος εξοπλισμός για την παραγωγή αλουμινένιων παραθύρων θα αποτελέσει τη βάση μιας επιτυχημένης επιχείρησης.
Τεχνολογικό σχέδιο
Οι ιδιαιτερότητες της κατασκευής δομών αλουμινίου έγκεινται στην μεγάλη ελευθερία στην επιλογή του τεχνολογικού σχεδίου για την παραγωγή τους. Στο αρχικό στάδιο οργάνωσης, με μικρό προϋπολογισμό, μπορείτε να περιορίσετε τον εαυτό σας σε ένα ελάχιστο σύνολο μηχανών και αξεσουάρ. Αλλά γι 'αυτό πρέπει να γνωρίζετε τα κύρια στάδια.
- Υπολογισμός της ποσότητας υλικού για κατασκευή, κατάρτιση σχεδίων κοπής και συναρμολόγησης. Για το σκοπό αυτό, χρησιμοποιούνται προγράμματα για την παραγωγή παραθύρων.
- Κοπή, επεξεργασία και συναρμολόγηση δομών.
- Εφοδιαστική μεταφορών για την παράδοση προϊόντων στις εγκαταστάσεις.
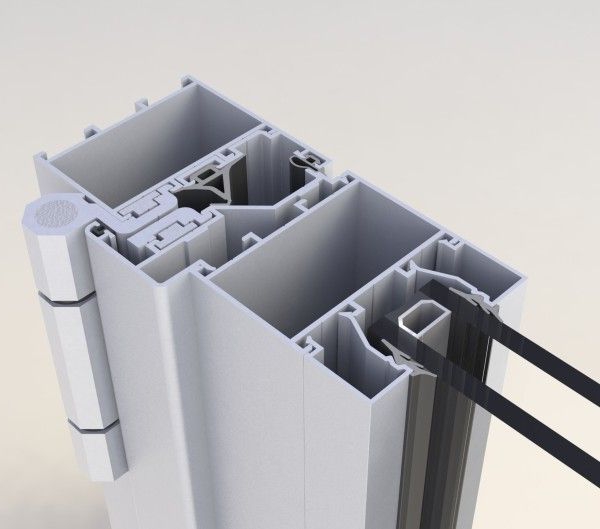
Το καθοριστικό στοιχείο αυτής της λίστας είναι ο ειδικός εξοπλισμός που έχει σχεδιαστεί για την κατασκευή δομών παραθύρων. Χρειάζεται μια λεπτομερέστερη ανασκόπηση. Η επιλογή του εξαρτάται άμεσα από το σύστημα προφίλ και ειδικότερα από τη μέθοδο στερέωσης των γωνιακών στοιχείων στις κατασκευές. Ανάλογα με αυτό, δύο τύποι γραμμών διαιρούνται: με μηχανική πρόσδεση και συμπίεση με ειδική κόλλα.
Διαδικασία εγκατάστασης εξοπλισμού
Η σειρά των σταδίων συναρμολόγησης της κατασκευής εξαρτάται άμεσα από τον τύπο των εργαλειομηχανών. Ακόμη και με ελάχιστη διαμόρφωση, απαιτούνται οι ακόλουθες διαδικασίες.
- Κοπή. Εκτελείται με κυκλικό πριόνι ή ειδική μηχανή CNC με δύο κεφαλές. Η τελευταία είναι η καλύτερη επιλογή, καθώς αυτός ο εξοπλισμός για την παραγωγή αλουμινένιων παραθύρων μπορεί να κόψει το προφίλ σε μια ημιαυτόματη λειτουργία, απλά εισάγετε τα δεδομένα μεγέθους.
- Φρεζάρισμα Αφού κόψετε το προφίλ, είναι απαραίτητο να το επεξεργαστείτε για να εγκαταστήσετε αξεσουάρ: αμοιβαία επίπεδα, λαβές, βρόχους. Για να γίνει αυτό, χρησιμοποιείται μια μηχανή φρεζαρίσματος, η οποία, με τη βοήθεια διαμήκους και εγκάρσιας γεώτρησης, δημιουργεί τις απαραίτητες οπές. Η θέση και οι διαστάσεις τους καθορίζονται από τη διαμόρφωση των στοιχείων στερέωσης.
- Συνέλευση Μετά την προκαταρκτική προετοιμασία του προφίλ, γίνεται μια γωνιακή σύνδεση, ως αποτέλεσμα της οποίας λαμβάνεται μία τελική δομή. Για να γίνει αυτό, χρησιμοποιούνται μηχανές συμπίεσης αλουμινίου, που λειτουργούν με την αρχή της συμπίεσης. Εάν χρησιμοποιηθούν απλά συστήματα, μπορούν να χρησιμοποιηθούν μηχανικοί συνδετήρες.
- Έλεγχος ποιότητας. Μετά τη συναρμολόγηση των παραθύρων ελέγχεται η ποιότητα της σύνδεσης όλων των στοιχείων και η λειτουργία των παραθυρόφυλλων. Για το σκοπό αυτό, ο σχεδιασμός εγκαθίσταται σε έναν πάγκο δοκιμών, στον οποίο επαληθεύεται η ορθότητα των διαστάσεων, η λειτουργία των εξαρτημάτων και η απουσία γάμου στο προϊόν.
Πρόκειται για μια γενική περιγραφή της παραγωγικής διαδικασίας και της διαδικασίας για τη διεξαγωγή των βημάτων συναρμολόγησης αλουμινένιων παραθύρων. Μικρές αλλαγές στη σύνθεση του εξοπλισμού και των εργαλείων μπορεί να γίνουν ανάλογα με το επιλεγμένο προφίλ. Μία από τις κύριες παραμέτρους είναι η επιλογή της τεχνολογίας για τη γωνιακή σύνδεση προφίλ.
Μηχανική σύνδεση
Οι περισσότερες από τις σειρές προϋπολογισμού των συστημάτων αλουμινίου στην κατασκευή κατασκευών συνδέονται μηχανικά.Μετά την κοπή των άκρων του τεμαχίου σε γωνία 45 °, γίνονται οπές στην εσωτερική επιφάνεια. Έχοντας τοποθετήσει το συνδετικό στοιχείο, με τη βοήθεια ενός κατσαβιδιού, είναι σταθερό. Στη διαδικασία, οι αρμοί των προφίλ στερεώνονται μαζί και αποτελούν αναπόσπαστο τμήμα.
Με αυτή την τεχνολογία, η χρήση ειδικού εξοπλισμού είναι προαιρετική. Η διαδικασία χαρακτηρίζεται από χαμηλό κόστος και χαμηλό κόστος εργασίας. Ωστόσο, δεν είναι πάντοτε εφαρμόσιμο, διότι με τις μεγάλες κατασκευές και, κατά συνέπεια, τα φορτία προφίλ, η πρακτική εφαρμογή του είναι αδύνατη. Επίσης με αυτόν τον τρόπο είναι αδύνατο να συνδέσετε το προφίλ της "ζεστής" σειράς. Η ιδιαιτερότητα της διατομής τους δεν επιτρέπει την εγκατάσταση ενός μηχανικού συνδετήρα.
Πατώντας
Ένας τύπος για την παραγωγή παραθύρων από αλουμίνιο είναι ένας πιο τεχνολογικός και αξιόπιστος τρόπος σύνδεσης των δομικών αδειών. Μετά το κόψιμο με τη βοήθεια μιας μηχανής αντιγραφής, τα άκρα αλέθονται. Έπειτα, στο άκρο των δύο προφίλ είναι τοποθετημένο ένα άκαμπτο άκρο από άκρο σε άκρο. Για να ενισχυθεί η ακαμψία, προστίθεται μια ειδική κόλλα. Όταν η δομή είναι τελικά συναρμολογημένη, τα γωνιακά τμήματα πιέζονται.
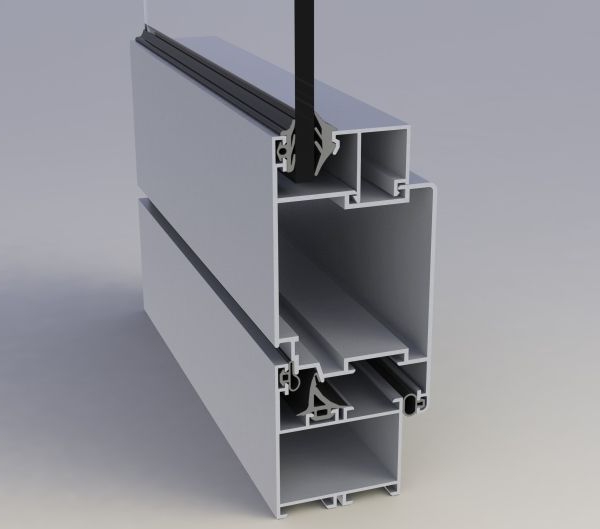
Με αυτόν τον τρόπο επιτυγχάνεται μια υψηλής ποιότητας σύνδεση. Χρησιμοποιώντας αυτή την τεχνολογία, μπορούν να συναρμολογηθούν μεγάλες πανοραμικές δομές και στοιχεία αλουμινένιας πρόσοψης. Σε αντίθεση με τη μηχανική μέθοδο, αυτή η μέθοδος συναρμολόγησης είναι πολύ πιο γρήγορη, αν και πιο ακριβή.
Έλεγχος ποιότητας
Το τελευταίο βήμα είναι ο ποιοτικός έλεγχος. Για αυτό, απαιτείται ειδικός εξοπλισμός για την παραγωγή αλουμινίου παραθύρων - ένας πάγκος δοκιμών. Πρόκειται για ένα άκαμπτο πλαίσιο με οριζόντια συρόμενα ράφια. Μετά την εγκατάσταση της δομής, τα πλευρικά τμήματα το στερεώνουν και ο τεχνολόγος μπορεί να αρχίσει να ελέγχει την ποιότητα του προϊόντος.

Οι συνολικές διαστάσεις του παραθύρου και των εσωτερικών του τμημάτων ελέγχονται: τα πλαίσια, η θέση του impost και ούτω καθεξής. Μετά από αυτό, αρχίζουν να δοκιμάζουν τη λειτουργία των εξαρτημάτων. Το κλείστρο ανοίγει σε όλες τις προδιαγεγραμμένες λειτουργίες και επαληθεύεται η πυκνότητα της πίεσής του στο πλαίσιο. Εάν όλες οι παράμετροι πληρούν τις απαιτήσεις, το προϊόν μπορεί να σταλεί στον πελάτη.
Ποιος εξοπλισμός για την παραγωγή αλουμινένιων παραθύρων θα είναι βέλτιστος για μια συγκεκριμένη παραγωγή; Η επιλογή πρέπει να αντιστοιχεί στον προϋπολογισμό, τις προγραμματισμένες δυνατότητες και τον χώρο εργασίας. Συνιστάται να επικοινωνήσετε με εξειδικευμένες εταιρείες που ασχολούνται με την επιλογή του εξοπλισμού.
