Päällystyslevyt ilmestyivät maassamme niin kauan sitten, noin kaksikymmentä vuotta sitten, ja sitten siitä tuli selvä vastakohta tuolloin käytettyihin materiaaleihin. Tämä antoi hänen valloittaa markkinat melko nopeasti, tulla suosituksi, joten tällaista liiketoimintaa voidaan nyt pitää varsin merkityksellisenä.
Tärkeimmät edut, jotka tekevät siitä niin suositun, ovat tyylikäs ulkonäkö, helppo asennus ja kestävyys. Siksi, kun päätät organisoida omaa yritystäsi, sinun on valittava oikea laite päällystyslevyjen tuotantoon.
Idean ydin
Kuten missä tahansa muussakin liiketoiminnassa, se vaatii huolellisesti suunniteltua liiketoimintasuunnitelmaa, jota ei pidä pohtia yksityiskohtaisesti, koska se on yleensä rakennettu mallin mukaan, johon tehdään muutoksia toimialan mukaan. Siksi on syytä pohtia kysymystä siitä, miten päällystelaattojen tuotantoon käytettävät laitteet valitaan, samoin kuin sen hintoihin ja tekniikkaan, joka on sinulle tärkein. Liikeohjelmasuunnitelma on helppo löytää, jos et tiedä miten luoda se itse.
Kone päällystelevyjen tuotantoon
Oman yrityksen perustamiselle asetettu vähimmäisvaatimus sisältää seuraavat laitteet:
- betonimylly;
- tärypöytä, jolla täyttö suoritetaan;
- strippaus tärinäpöytä, joka on varustettu sarjalla kehyksiä murtamiseksi;
- erityiset muotit laattojen valmistukseen.
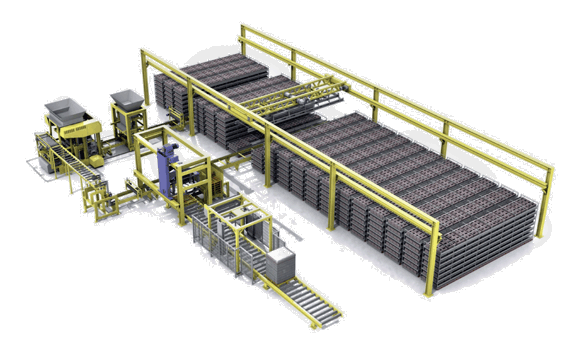
Tällainen vähimmäissarja maksaa 100-150 tuhatta ruplaa. Nopeuden ja mukavuuden ystäville voimme suositella konetta päällystyslevyjen tuotantoon kiinteän tärisevän puristimen muodossa - tämä on automatisoitu linja, joka maksaa 1,5 miljoonaa ruplaa tai enemmän.
Kaikki nämä koneet ja linjat ovat erikoistumattomia, toisin sanoen ne voivat tuottaa muita samanlaisia tuotteita: tiiliä, reunoja, erilaisia lohkoja. Ainoa mitä sinun on varastossa, on tuotantomuodot. Juuri tämä on tällaisen liiketoiminnan valtava etu. Lisäyksinä on tarpeen ostaa kuormain, hydraulinen vaunu, muuntaja, laastit, lapiot, kottikärryt ja muut tuotannossa tarvittavat leikkurit.

muoto
Laatoituslevyjen valmistamiseksi on oltava paitsi laitteisto, myös muotit sitä varten. Tämä on pääasiallinen kulutushyödyke. Kummankin hinta on yleensä 20-100 ruplaa, riippuen toteutuksen materiaalista ja monimutkaisuudesta. Päällystyslevyjen valmistusmuodot ovat muovia.
tekniikka
Päällystyslevy koostuu kahdesta kerroksesta, mikä varmistaa sen korkean lujuuden ja poikkeukselliset koristeominaisuudet. On tarpeen ottaa huomioon kunkin koostumus. Tekstuurikerros on suunniteltu tarjoamaan tuotteiden peruslaatuindikaattorit.
Yhden kuutiometrin betonin valmistamiseksi tarvitaan tässä tapauksessa 500 kilogrammaa sementtiä, murskattua kiviä ja hiekkaa sekä pehmitin päällystyslevyjen valmistukseen (7,5 - 12 kiloa väriaineen kulutuksesta riippuen). Pääkerros on suunniteltu antamaan laatalle haluttu paksuus, ja se vastaa myös sen lujuudesta. Yksi kuutiometri valmista betonia vaatii neljäsosa tonnia sementtiä, murskatun kivin ja hiekan seosta sekä pehmittäviä lisäaineita.

Valmistusprosessi
Joten, olet jo ostanut tarvittavat laitteet päällystelevyjen valmistukseen, jotta voit aloittaa prosessin itse. Pienemmässä betonisekoittimessa betoni valmistetaan pigmentillä, ja suuremmassa sekoittimessa ilman sitä. Tärisevällä pöydällä on tarpeen hajottaa muodot tiukasti toisiinsa.
Ensin laitetaan kerros värillistä betonia, sen paksuus on 1-2 senttimetriä. Sen tulisi peittää muotin pohja kokonaan. Jos puhumme tavallisten harmaan laattojen valmistuksesta, väriainetta ei tarvita. Se käyttää laitteita päällystyslevyjen tuotantoon vibropainamalla, joten tärinän on oltava kytkettynä päälle 10 sekunniksi.
Tämä aika riittää, jotta betoni peittää pohjan tasaisella kerroksella. Vaihtelujen tulee tässä tapauksessa olla kohtalaisia. Seuraavaksi muotit täytetään reunaan betonilla ilman pigmenttiä. Tämän jälkeen värähtely käynnistyy taas samaan aikaan. Jos betonia on ylimääräistä, se on tarpeen katkaista metallisella kulmalla niin, että se on täysin linjassa reunoilla.

Tuotantovaiheet
Kun laattalaitokset on täytetty betonilla ja tärinä on valmis, laasti on pyyhittävä mahdollisimman perusteellisesti. Jos se ei ole tarpeeksi, lisää se ja tasoita se sitten ilman tärinää. Tämän muodon jälkeen on tarpeen tehdä kerrokset kuormalavoille, levittämällä kukin niistä muovilevyillä.
Yleensä korkeintaan kymmenen kerrosta tulisi saada. Lavat, joihin lomakkeet asennetaan, tulisi peittää muovikäärellä. Tämä estää niitä kuivumasta. Voit siirtää niitä 48 tunnin kuluttua, ei aikaisemmin.
Seuraava on vaihe laattojen koputtamiseksi lomakkeista. Tämä tehdään kylpyammeessa, joka on täytetty vedellä, joka on lämmitetty 60-70 celsiusasteeseen. Jokaisen substraatin tulisi olla siellä enintään kaksi minuuttia. Kuumennuksen jälkeen muotit asetetaan tärypöydälle, josta ne kaadetaan. On tärkeää ymmärtää, että strippaus ilman esilämmitysmenetelmää vähentää merkittävästi muotin käyttöikää ja aiheuttaa myös usein viallisia tuotteita, etenkin kun kyse on ohuista laattoista.
Valmiit tuotteet on kuivattava luonnollisissa olosuhteissa kahden päivän ajan. Riisumisen jälkeen valmiit päällystelevyt asetetaan ”kasvotusten” ja sitotaan sitten pakkausteipillä. Betonin lisäkarkaisu ja lopputuotteiden ulkoasun säilyttäminen saadaan aikaan muovisella joustavalla tai kutistekalvolla.
Kesäkaudella päällystelaattoja voidaan tuottaa sen jälkeen, kun suunnitellusta kuivauksesta on saavutettu 70%, ja tämä vastaa suunnilleen seitsemän päivän kovettumista. Talvella loma vaatii 100% suunnittelulujuudesta, ja tämä vaatii 28 päivää betonin valmistuksesta.
Pigmentin valmistus
Epäorgaanista alkuperää olevat jauhepigmentit on sekoitettava veteen ilman vaurioita ennen käyttöä, kunnes muodostuu tasainen hapankermanmainen konsistenssi. Lisäksi tätä seosta infusoidaan vähintään tunti tässä muodossa. Tätä tarvitaan pigmenttien leviämisen lisäämiseksi, koska juuri tämä arvo on ominaista tuotteiden värjäyskyvylle.
On ymmärrettävä, että tämä betonikomponentti on melko kallista, ja sen pitoisuuden lisääntyminen voi heikentää betonin laatua, mikä vähentää sen osuutta betonissa riittävän tyydyttyneellä.
Tällaista valmistettua väriainetta voidaan varastoida melko pitkään, mutta sitä varastoitaessa väri muuttuu vain kirkkaammaksi, mikä tekee sen lisäämisestä huomattavasti taloudellisempaa, koska pigmentin dispersioindeksi kasvaa. Ennen väriaineen lisäämistä betoniseokseen, se on sekoitettava.

Vibropress-laitteet
Tämän tyyppisiä laitteita käytetään parantamaan lopputuotteiden, tässä tapauksessa päällystelevyjen, suorituskykyä.Vibraatioprosessin avulla ilmakuplat voidaan ajaa ulos betonista, minkä vuoksi se on tiheä ja kestävä.
Siksi on niin tärkeää valita oikea tärisevä puristin päällystyslevyjen valmistukseen. Tällaisilla laitteilla on useita etuja. Niitä käyttämällä voit varmistaa korkeimpien valmiiden tuotteiden laadun. Tämä voidaan saavuttaa betonimassan värähtelyvaikutuksen avulla, joka mahdollistaa sen tiheyden lisäämisen ja tasaisuuden lisäämisen.
Juuri sellaisten laitteiden avulla pääset päällystyslevyille, joille on ominaista korkeimmat kestävyyden ja lujuuden indikaattorit, ja tämä vaikuttaa siitä valmistettujen telakenkäjen ikään. Lisäksi nykyaikaiset puristimet mahdollistavat massatuotannon perustamisen, jossa käytetään tehokkaita ratkaisuja automaation suhteen. Joten voit lisätä merkittävästi tuotantoprosessin taloudellista tehokkuutta ja kannattavuutta.

tulokset
Käyttämällä nykyaikaisia laitteita päällystelevyjen valmistukseen voidaan saada korkealaatuisia tuotteita. Voit ostaa sen miltä tahansa valmistajalta mieltymystesi mukaan. Tällä hetkellä niin monet yritykset myyvät vibropaineita ja muotteja. Juuri sellaisia tuotteita tarvitaan nyt markkinoilla, koska tämä on ainoa tapa ansaita kuluttajien rakkaus. Kuten on kuvattu, päällystyslaattojen valmistuslaitteiden hinta riippuu laitteiden tyypistä.








