Výroba ocelových nádrží pro skladování a přepravu materiálů zahrnuje výběr nejlepší technologie. Pro praktické provedení projektu je třeba vzít v úvahu mnoho faktorů. Nejdůležitější z nich je zařízení na výrobu kovových sudů, které nakonec umožní vyrábět vysoce kvalitní výrobky.
Technologické schéma
Typické výrobní schéma sestává z několika fází zpracování suroviny. Nejprve se ale musíte rozhodnout o sortimentu výrobků. Hlavním parametrem je velikost kovových sudů a tloušťka stěny. První z nich je rozhodující při plánování výroby - na tom bude záviset segment prodejního trhu a plánovaný objem prodeje.

Nejlepší je dodržovat standardní rozměry. Výška produktu by měla být 880 mm, průměr - až 610 mm. V tomto případě bude objem sudu 208 litrů. Spodní část by měla být nedílnou součástí konstrukce a montážní mechanismus horního krytu by měl zajistit těsnost.
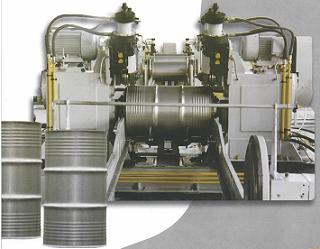
Výrobní linka se skládá z následujících komponent:
- Příprava surovin ke zpracování. K tomu se používá konzolový navíječ.
- Řezání kovů hydraulickým lisem.
- Proces formování výztuh (vybrání) na těle výrobku.
- Svařování a válcování okrajů hlavně.
- Malování.
Pro každou z etap je vybráno vhodné vybavení pro výrobu kovových sudů.
Řezání
Při výrobě ocelových nádrží je nejlepší použít válcovanou ocel. Tím se nejen sníží počet zápisů, ale také se výrazně ušetří úložný prostor.

Nejprve musíte nainstalovat roli na osu navíječe. Nejlepší je vybrat model s gilotinovým nožem, s nímž můžete okamžitě vytvořit mezery budoucích konstrukčních prvků. Měly by být rozděleny podle velikosti: některé jsou nezbytné pro vytvoření těla produktu a od jiných vytvářejí dno a víko hlavně.
Každá výroba kovových sudů by měla být vybavena formou pro dna. Jedná se o kulatou ocelovou desku, která je vyrobena pro konkrétní model tisku. Po instalaci kovového plechu tlakem na jeho povrch se vytvoří strukturální prvek.
Svařování
Po kontrole rozměrů obrobků můžete přistoupit přímo k uvolnění hotového výrobku. V této fázi je plošný materiál těla podroben ohýbání pomocí válcovacích strojů.
Linka na výrobu kovových sudů bez tohoto zařízení nebude schopna plnit své funkce. Prázdný list je nainstalován na hřídeli určitého průměru (v závislosti na velikosti budoucího produktu). Při rolování se vytváří válec, který musí být potom držen pohromadě.
K vytvoření těsného spojení se používají svařovací stroje. Podle typu práce se dělí na bodové a švové vzory. Ty jsou rozšířené kvůli jejich cenově dostupným nákladům. Ale z hlediska funkčnosti jsou horší než bodová zařízení. Totéž platí pro kvalitu spoje - minimální dopad na kov nezpůsobí rozdíl v mechanickém namáhání povrchu produktu.
Na konci výrobního procesu tělesa a dna se okraje válí. Poté je struktura svařena a odeslána k malování.
Test těsnosti a malování
Profesionální vybavení pro výrobu kovových sudů by mělo zahrnovat zkušební stolici, na které se kontroluje kvalita výrobků. Za tímto účelem je hlaveň nainstalovaná na těle stroje. Po odvádění vzduchu se kontroluje parametr tlaku uvnitř obrobku. Pokud produkt zůstane stabilní, je vysoce kvalitní.

Na konci kontroly je nutná povrchová úprava - lakování. Nejprve je struktura důkladně očištěna a poté pokryta základním nátěrem. Poté, co zaschne, je sud ponořen do lakové lázně, odkud je poslán na linii sušení za horka. K upevnění ochranné vrstvy dochází tepelným působením.
V konečné fázi výroby se doporučuje znovu zkontrolovat stav produktu. To lze provést vizuálně a pomocí zkušebního zařízení. Poté je hotový produkt odeslán do skladu ke skladování.
Protože později lze sudy použít k přepravě agresivních médií, měla by se zvláštní pozornost věnovat jejich zpracování. Každá fáze výroby musí být sledována z hlediska dodržování norem a norem.






