Nykyään rakennusala kehittyy maassamme erittäin aktiivisesti. Seurauksena tällä alalla käytettyjen tuotteiden kysyntä on kasvanut Venäjän rakennusmateriaalimarkkinoilla. Esimerkiksi polystyreenibetoniharkot saivat suuren suosion.
Monet yrittäjät ovat kiinnostuneita tämän rakennusmateriaalin tuotannosta. Tämän tyyppisessä toiminnassa ei ole mitään monimutkaista, mutta kuten mitä tahansa uutta liiketoimintaa, sitä tulisi tutkia huolellisesti, jotta vältetään törmäys sudenkuoppiin. Polystyreenibetonilohkojen valmistustekniikka on melko yksinkertaista, mutta sinun on perehdyttävä perusteellisesti kaikkiin tuotantovaiheisiin ja laadittava laadukas yritysprojekti.

Valmistusprosessi: Vaihe yksi
Ensin rakeet saatetaan vaahdotettuun tilaan. Raaka-aineet syötetään polystyreeni-betonilohkojen valmistuslaitteisiin, se kulkee syöttösuppilon läpi esioistimeen ruuvikuljettimella. Tässä rakeet pehmenevät vesihöyryn vaikutuksesta.
Seurauksena on, että raaka-aineet vaahtoavat, lisäävät määrää ja syrjäyttävät materiaalin, jota ei ole vielä altistettu höyrylle. Erityisten terien työn ansiosta rakeet sekoitetaan. Näiden manipulointien seurauksena polystyreenibetonilohkojen valmistuslaitteet estävät raaka-aineiden tarttumisen ja syöttävät sen purkuikkunaan.
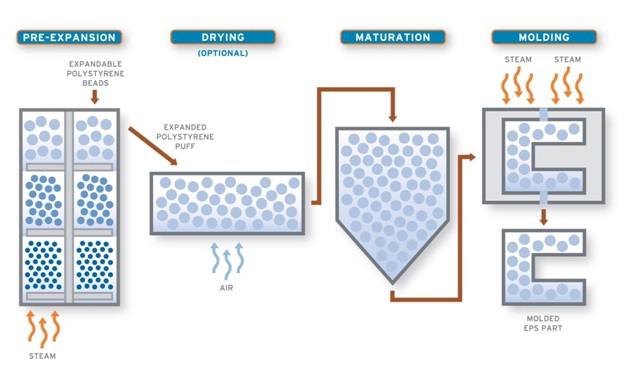
Vaihe toinen
Tässä vaiheessa materiaali kuivataan. Vaahdotetut materiaalit sisältävät noin viisitoista prosenttia nesteestä. Lisäksi materiaalissa havaitaan harvinaista fraktiota höyryn tiivistymisen vuoksi. Jos tätä prosessia ei lopeteta, se johtaa puristukseen ja seurauksena raaka-aineiden määrän vähentymiseen sekä sen tiheyden huomattavaan lisääntymiseen.
Tämän välttämiseksi polystyreenibetonilohkojen valmistuslaitteet kuivattavat rakeet perusteellisesti. Erityisen suosittuja yrittäjien keskuudessa ovat kuivatut kuljettimet, jotka toimivat pneumaattisella periaatteella. Raaka-aineiden kosteuspitoisuus alennetaan nopeasti kolmeen prosenttiin. Lisäksi materiaali syötetään ikääntymissuppiloon. Täällä tuote voi olla 4 - 12 tuntia. Se riippuu raaka-aineiden fraktioitumisesta, kosteudesta ja tiheydestä.

Kolmas vaihe
Lisäksi tämän rakennusmateriaalin tuotantoteknologia antaa käyttöön komponenttien annostelun. Kuivatut rakeet syötetään ilmavirtauksen vuoksi tilavuusmittarin vastaanottoastiaan erityisen putkilinjan kautta. Tämän jälkeen raaka-aine menee sekoittimeen, ja sementti ja täyteaine ladataan punnitusastian säiliöön. Materiaalit sekoitetaan, minkä jälkeen vesi pumpataan säiliöön.
Neljäs vaihe
Kaikki komponentit sekoitetaan asteittain sekoittimessa. Heidän annostuksensa määrätään erityisillä säännöksillä, jokainen yrittäjä voi muuttaa sitä tietyn standardin puitteissa. Betonisekoitus suoritetaan viiden minuutin sisällä. Tässä tapauksessa on tarpeen tarkistaa säännöllisesti seoksen sakeus konsistenssin ja taipuisuuden suhteen.

Polystyreenibetonilohkojen ominaisuudet
Tämä rakennusmateriaali kuuluu hitaasti palavien luokkaan. Sen tiheys vaihtelee välillä 150 - 600 kg / m3. Vahvuusominaisuudet - 0,5 - 2,5, mikä vastaa 500-600 kg / m3. Polystyreenbetonin pakkaskestävyys on F100. Lämmönjohtavuuskerroin on 0,55 - 0,12 W / m · ° C. Vetolujuudeltaan materiaali kuuluu luokkaan B12.5.
Nyt pohdimme, mitä etuja polystyreenibetonilohkoilla on:
- materiaalin kapasiteetin merkittävä vähentäminen
- polystyreenibetonilohkojen suhteellisen alhaiset kustannukset (hinta on 60 ruplaa yksikköä kohden, kokonaismitat 588x188x300);
- alhainen lämmönjohtavuus, mikä johtaa alemman lämmityksen kustannuksiin;
- tuotannon valmistettavuus, lohkot on helppo sahata;
- nämä tuotteet voivat olla eri geometrisia muotoja, tästä johtuen asennusnopeus kasvaa;
- nostolaitteiden käyttöä ei vaadita;
- lohko korvaa 17 tiilen tilavuuden, jonka massa on 40 kg;
- korkea pakkaskestävyys;
- Älä lahoa, koska ne eivät ole mikro-organismien ja sienten elinympäristö;
- lohkot ovat kestäviä, ympäristöystävällisiä, niillä on korkea äänieristys.
haittoja
Mieti nyt polystyreenibetonilohkojen haittoja:
- kiinnityslaitteiden (tapit, ruuvit, ankkurit) alhainen kiinnityslujuus;
- materiaalin alhainen tiheys (tämä johtaa siihen, että ajan myötä ikkuna- ja ovielämöt irtoavat siinä);
- polystyreenirakeilla on heikko tarttuvuus betoniin;
- tarvitaan paksu rappauskerros, mikä johtaa rakennuskustannusten nousuun;
- suuri kutistuminen;
- pallo altistettuna polystyreenipallot alkavat romahtaa, kun taas materiaali menettää lämpösuojaominaisuutensa;
- pieni määrä jäätymis- ja sulatusjaksoja
- alhainen höyrynläpäisevyys.
Laitteet polystyreenibetonilohkojen tuotantoon
Tämän rakennusmateriaalin valmistuslinjan tulisi sisältää rakeiden valmistusta, komponenttien sekoittamista, raaka-aineiden hiontaa, lohkojen muodostamista, puristamista varten tarkoitetut asennukset. Prosessilaitteiden luettelo riippuu suunnitelluista tuotantomääristä.
On huomattava, että tämän rakennusmateriaalin luomiseen voidaan käyttää monenlaisia yksiköitä. Jos tuotantoa on tarkoitus organisoida pieninä erinä (pienissä ja keskisuurissa yrityksissä), niin pieni yksikköjoukko riittää. Ajan myötä, jos syntyy tarve lisätä volyymeja, on mahdollista ostaa lisälaitteita tuottavuuden lisäämiseksi.

Vakio tuotantolinja
Yksinkertaisin laitekokoonpano sisältää koneet, joiden avulla on mahdollista järjestää tuotanto, kuten sanotaan, tyhjästä. Pieniä yrityksiä luotaessa on tarpeen ostaa kemiallisten lisäaineiden annostelija, leikkauskompleksi, vaahdotusyksikkö, ilmastusjärjestelmä, kuivauslaite ja höyrygeneraattori.
Globaalia yritystä kehitettäessä joudut ostamaan laitteita, joille on mahdollista komponenttien automaattinen annostelu, sekä sekoittimia, joilla on korkea tuottavuus. Lisäksi tuotantolinja on varustettava erikoistuneilla kuivauskammioilla, joissa lopullinen tuote sijaitsee, pneumaattisella kuljetusjärjestelmällä, vedenkäsittelykompleksilla jne.
Polystyreenbetonin valmistuksessa käytettävien lisäaineiden laatuun on kiinnitettävä erityistä huomiota. Muuten tuotteet ovat huonolaatuisia, mikä johtaa alhaisiin myyntimääriin.
johtopäätös
Polystyreenibetonielementit ovat materiaaleja, joilla ei ole analogia maailmassa. Tämän tuotteen etuna on, että raskaita laitteita ei tarvitse houkutella. Laskeminen suoritetaan manuaalisesti. Sidosratkaisuna käytetään erityistä liimaa polystyreenibetonilohkoihin (sementti-hiekaseos plastisoivilla polymeeri-, rakenteenmuodostus- ja vettä pidättävillä lisäaineilla).








