Izrada čeličnih spremnika za skladištenje i transport materijala uključuje odabir najbolje tehnologije. Za praktičnu provedbu projekta moraju se uzeti u obzir mnogi čimbenici. Najvažnija od njih je oprema za proizvodnju metalnih bačvi, koja će na kraju omogućiti proizvodnju visokokvalitetnih proizvoda.
Tehnološka shema
Tipična proizvodna shema sastoji se od nekoliko faza prerade sirovina. Ali prvo morate odlučiti o asortimanu proizvoda. Glavni parametar je veličina metalnih bačvi i debljina stijenke. Prvi od njih presudan je u planiranju proizvodnje - o njemu će ovisiti segment tržišta prodaje i planirani obujam prodaje.

Najbolje je pridržavati se standardnih dimenzija. Visina proizvoda treba biti 880 mm, promjer - do 610 mm. U ovom slučaju, kapacitet bačve bit će jednak 208 litara. Dno bi trebalo biti sastavni dio konstrukcije, a mehanizam za ugradnju gornjeg poklopca trebao bi osigurati nepropusnost.
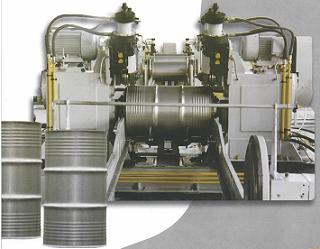
Proizvodna linija sastoji se od sljedećih komponenti:
- Priprema sirovina za obradu. Za to se koristi konzola namotaja.
- Rezanje metala hidrauličkom prešom.
- Postupak formiranja učvršćivača (udubljenja) na tijelu proizvoda.
- Zavarivanje i valjanje rubova cijevi.
- Slikarstvo.
Za svaku se fazu odabire odgovarajuća oprema za proizvodnju metalnih bačvi.
rezanje
U proizvodnji čeličnih spremnika najbolje je koristiti valjani čelik. To ne samo da će smanjiti broj bilješki, već i značajno uštedjeti prostor za pohranu.

Najprije morate instalirati kolut na osi navijača. Najbolje je odabrati model s giljotinskim nožem, s kojim možete odmah oblikovati praznine budućih strukturnih elemenata. Treba ih podijeliti po veličini: neki su potrebni za formiranje tijela proizvoda, a od drugih čine dno i poklopac cijevi.
Svaka proizvodnja metalnih bačvi treba biti opremljena kalupom za dna. Ovo je okrugla čelična ploča, koja je izrađena za određeni model preše. Nakon postavljanja metalnog lima pritiskom na njegovu površinu formira se strukturalni element.
zavarivanje
Nakon provjere dimenzija izradaka, možete nastaviti izravno s oslobađanjem gotovog proizvoda. U ovoj fazi se lisni materijal tijela podvrgava savijanju pomoću valjaka.
Linija za proizvodnju metalnih bačvi bez ove opreme neće moći ispuniti svoje funkcije. Prazan lim ugrađen je na osovinu određenog promjera (ovisno o veličini budućeg proizvoda). U procesu pomicanja formira se cilindar koji se tada mora držati zajedno.
Za stvaranje čvrste veze koriste se aparati za zavarivanje. Prema vrsti rada podijeljeni su u obrasce točkastih i šavova. Potonji su rašireniji zbog pristupačnih troškova. Ali u pogledu funkcionalnosti oni su inferiorni od točkastih uređaja. Isto se odnosi na kvalitetu spoja - minimalan utjecaj na metal neće uzrokovati razlike u mehaničkom naprezanju na površini proizvoda.
Na kraju proizvodnog procesa tijela i dna, rubovi se valjaju. Zatim je konstrukcija zavarena i poslana na slikanje.
Test propuštanja i slikanje
Profesionalna oprema za proizvodnju metalnih bačvi trebala bi sadržavati ispitni stol na kojem se provjerava kvaliteta proizvoda. Za to se cijev ugrađuje na tijelo stroja. Nakon evakuacije zraka provjerava se parametar tlaka unutar obratka. Ako ostane stabilan, proizvod je visoke kvalitete.

Na kraju pregleda potrebno je obraditi površinu - bojanje. Prvo se struktura temeljito očisti, a zatim prekriva temeljnim premazom. Nakon što se osuši, bačva je uronjena u kupelj s bojama, odakle se šalje na vruću liniju za sušenje. Pričvršćivanje zaštitnog sloja događa se toplinskom izloženošću.
U završnoj fazi proizvodnje preporučuje se ponovno provjeriti stanje proizvoda. To se može učiniti vizualno i pomoću opreme za testiranje. Zatim se gotovi proizvod šalje u skladište na skladištenje.
Budući da se kasnije bačve mogu koristiti za prijevoz agresivnih medija, posebnu pozornost treba posvetiti njihovoj izradi. Svaka faza proizvodnje mora se pratiti radi usklađenosti s normama i standardima.






