Tillverkning av ståltankar för lagring och transport av material innebär val av den bästa tekniken. För det praktiska genomförandet av projektet måste många faktorer beaktas. Den viktigaste av dem är utrustning för produktion av metallfat som i slutändan gör det möjligt att producera högkvalitativa produkter.
Teknologiskt schema
Ett typiskt tillverkningsschema består av flera steg för bearbetning av råvaran. Men först måste du bestämma om produktsortimentet. Huvudparametern är storleken på metallfat och väggtjockleken. Den första av dem är avgörande för planeringen av produktionen - segmentet av försäljningsmarknaden och den planerade försäljningsvolymen kommer att bero på det.

Det är bäst att följa standarddimensioner. Produktens höjd ska vara 880 mm, diameter - upp till 610 mm. I detta fall kommer fatkapaciteten att vara lika med 208 liter. Botten bör vara en integrerad del av strukturen, och installationsmekanismen på toppskyddet ska säkerställa täthet.
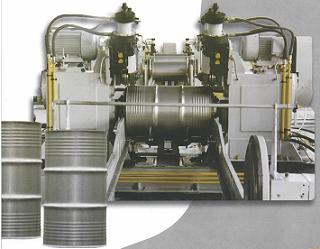
Produktionslinjen består av följande komponenter:
- Beredning av råvaror för bearbetning. För detta används en cantilever winder.
- Metallklippning med en hydraulisk press.
- Processen att bilda förstyvningar (urtagningar) på produktens kropp.
- Svetsa och rulla kanterna på fatet.
- Målning.
För varje steg väljs lämplig utrustning för tillverkning av metallfat.
skärning
Vid tillverkning av ståltankar är det bäst att använda valsat stål. Detta kommer inte bara att minska antalet skrot, utan också betydligt spara lagringsutrymme.

Först måste du installera rullen på rullarens axel. Det är bäst att välja en modell med en guillotinkniv, med vilken du omedelbart kan bilda ämnen med framtida strukturelement. De bör delas upp efter storlek: vissa är nödvändiga för att bilda kroppen på produkten, och från andra gör de botten och locket på fatet.
Varje tillverkning av metallfat bör vara utrustad med en form för botten. Detta är en rund stålplatta som är gjord för en specifik pressmodell. Efter installation av metallplåten genom tryck på ytan bildas ett konstruktionselement.
svetsning
När du har kontrollerat arbetsstyckets dimensioner kan du fortsätta direkt till frisläppandet av den färdiga produkten. I detta skede underkastas arkmaterialet i kroppen böjning med hjälp av rullande maskiner.
En linje för produktion av metallfat utan denna utrustning kan inte uppfylla dess funktioner. Ett tomt ark installeras på en axel med en viss diameter (beroende på storleken på den framtida produkten). I rullningsprocessen bildas en cylinder som sedan måste hållas samman.
För att skapa en tät anslutning används svetsmaskiner. Beroende på typ av arbete är de indelade i punkt- och sömmönster. De senare är mer utbredda på grund av deras överkomliga kostnader. Men vad gäller funktionalitet är de sämre än punktenheter. Detsamma gäller kvaliteten på fogen - en minimal påverkan på metallen kommer inte att orsaka skillnad i mekanisk påkänning på produktens yta.
I slutet av tillverkningsprocessen för kroppen och botten rullas kanterna. Sedan svetsas strukturen och skickas för målning.
Läcktest och målning
Professionell utrustning för tillverkning av metallfat bör innehålla en testbänk där produkternas kvalitet kontrolleras. För detta är fatet installerat på maskinhuset. Efter luftutrymme kontrolleras tryckparametern inuti arbetsstycket. Om den förblir stabil är produkten av hög kvalitet.

I slutet av inspektionen är ytbehandling nödvändig - målning. Först rengörs strukturen noggrant och täcks därefter med en primer. Efter att den har torkat nedsänks fatet i ett färgbad, varifrån det skickas till den heta torklinjen. Fästningen av skyddsskiktet sker genom termisk exponering.
I slutproduktionen rekommenderas det att kontrollera produktens tillstånd igen. Detta kan göras visuellt och med testutrustning. Därefter skickas den färdiga produkten till ett lager för lagring.
Eftersom senare fat kan användas för att transportera aggressiva medier bör särskild uppmärksamhet ägnas åt deras utförande. Varje produktionssteg måste övervakas med avseende på överensstämmelse med normer och standarder.






