Výroba oceľových nádrží na skladovanie a prepravu materiálov zahŕňa výber najlepšej technológie. Pri praktickej realizácii projektu je potrebné zohľadniť mnoho faktorov. Najdôležitejšie z nich je zariadenie na výrobu kovových sudov, ktoré nakoniec umožní výrobu vysoko kvalitných výrobkov.
Technologická schéma
Typická výrobná schéma pozostáva z niekoľkých fáz spracovania suroviny. Najprv sa však musíte rozhodnúť o sortimente výrobkov. Hlavným parametrom je veľkosť kovových sudov a hrúbka steny. Prvý z nich je rozhodujúci pri plánovaní výroby - od toho bude závisieť segment trhu predaja a plánovaný objem predaja.

Najlepšie je dodržiavať štandardné rozmery. Výška výrobku by mala byť 880 mm, priemer - do 610 mm. V takom prípade sa objem valca rovná 208 litrom. Spodok by mal byť neoddeliteľnou súčasťou konštrukcie a montážny mechanizmus horného krytu by mal zabezpečiť tesnosť.
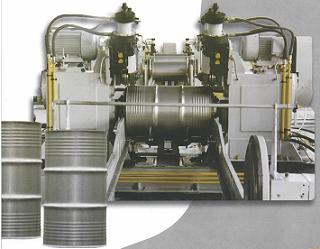
Výrobná linka pozostáva z nasledujúcich komponentov:
- Príprava surovín na spracovanie. Na tento účel sa používa konzolový navíjač.
- Rezanie kovov pomocou hydraulického lisu.
- Proces formovania výstuh (výklenkov) na tele výrobku.
- Zváranie a valcovanie okrajov hlavne.
- Maľovanie.
Pre každú z etáp sa vyberie vhodné zariadenie na výrobu kovových sudov.
výstrižok
Pri výrobe oceľových nádrží je najlepšie použiť valcovanú oceľ. Tým sa nielen zníži počet útržkov, ale tiež sa výrazne ušetrí úložný priestor.

Najprv musíte nainštalovať kotúčik na os navíjača. Najlepšie je zvoliť model s gilotínovým nožom, s ktorým môžete okamžite vytvoriť medzery budúcich stavebných prvkov. Mali by byť rozdelené podľa veľkosti: niektoré sú potrebné na vytvorenie tela výrobku a od iných tvoria spodok a veko sudu.
Každá výroba kovových sudov by mala byť vybavená formou na dno. Jedná sa o okrúhlu oceľovú dosku, ktorá je vyrobená pre konkrétny model lisu. Po inštalácii kovového plechu tlakom na jeho povrch sa vytvorí konštrukčný prvok.
zváranie
Po kontrole rozmerov obrobkov môžete pokračovať priamo k uvoľneniu hotového výrobku. V tejto fáze je plošný materiál telesa ohýbaný pomocou valcovacích strojov.
Linka na výrobu kovových sudov bez tohto zariadenia nebude schopná plniť svoje funkcie. Prázdny list sa inštaluje na hriadeľ určitého priemeru (v závislosti od veľkosti budúceho produktu). V priebehu posúvania sa vytvára valec, ktorý sa potom musí držať pohromade.
Na vytvorenie tesného spojenia sa používajú zváracie stroje. Podľa typu práce sa delia na bodové a švové vzory. Tieto sú rozšírenejšie z dôvodu ich prijateľných nákladov. Ale pokiaľ ide o funkčnosť, sú horšie ako bodové zariadenia. To isté platí pre kvalitu spoja - minimálny dopad na kov nespôsobí rozdiel v mechanickom namáhaní povrchu výrobku.
Na konci výrobného procesu karosérie a dna sa okraje zvinú. Potom je štruktúra zváraná a poslaná na maľovanie.
Skúška netesnosti a maľovanie
Profesionálne vybavenie na výrobu kovových sudov by malo zahŕňať skúšobné zariadenie, na ktorom sa kontroluje kvalita výrobkov. Na tento účel je valec nainštalovaný na tele stroja. Po odvzdušnení sa skontroluje parameter tlaku vo vnútri obrobku. Ak produkt zostane stabilný, má vysokú kvalitu.

Na konci kontroly je potrebná povrchová úprava - maľovanie. Najskôr sa štruktúra dôkladne vyčistí a potom sa pokryje základným náterom. Po zaschnutí je valec ponorený do lakového kúpeľa, odkiaľ je poslaný na linku sušenia za horúca. K upevneniu ochrannej vrstvy dochádza tepelným vystavením.
V konečnej fáze výroby sa odporúča znova skontrolovať stav produktu. To sa dá urobiť vizuálne a pomocou testovacieho zariadenia. Hotový produkt sa potom odošle do skladu na uskladnenie.
Keďže neskôr sa sudy môžu používať na prepravu agresívnych médií, osobitná pozornosť by sa mala venovať ich spracovaniu. Každá fáza výroby sa musí monitorovať z hľadiska dodržiavania noriem a noriem.






